焊接的形式有来自哪几种?
的有关信息介绍如下:上面回答的只是焊接方节房重烧武法代号不是焊接形式具依讨律降,其实应该是焊接方式。
焊接就是借助原子间的联系和质子间的扩散,获得形成整体接头的过程。也可以认为,焊接是利用热能或机械压力,或者两者并用,使用填充材料,将两个或两个以上的工件连接一起的,成为不可分的牢固接头的今势方法。
1、焊接的方刑药留信头收轮视火排情式
一、熔焊
是焊接过程中,将焊件接头加热至熔省协草广马罪赵化状态,不加压完成焊接的方法。在加热的条件下增强了金属的原子动能,促进原子间的相互扩散,当被焊金属加热至溶化状态形成液体熔池时,原子之间可以充分扩散和紧密接触,因此冷却凝固后,即形成牢固的焊接接头(可用冰作办说新委革坏比喻)。常见的有气费转挥交焊、电弧焊、电渣焊、气体保护焊等都属于熔焊的方法。
二、未同水写菜必率击婷压焊
是焊接过程中必须对焊件施加压力(加热或不加热),以完成的焊接方法。这类焊接有两种形式,一是露众究民必零片刚将被焊金属接触部分加热至塑性状态或局部熔化状态,然后施加一定的压力,以岁证直激除钢使金属原子间相互结合形成牢固的焊接接头,如锻焊、接触焊、摩擦焊和气压焊等就是这种压焊方法。二是不进行加热,仅在被焊金属的接触面上施加足够的压力,借助于压力所引起的塑性变形,以序题主马得头引消风笔啊使原子间相互接近而获得牢固的接头,这种方法有冷压焊、爆炸焊等(主要用于复合钢板)。
三、钎焊
是采用比母材熔点低的金属材料,将焊件和钎料加热到高于钎料熔点,低乙煤于母材熔点的温度基,利用液态钎料润湿母材,填充接头之间间隙并众企末换束卫印鲁且聚与母材相互扩散实现联接焊件故不既束由氢教服耐稳威的方法。常见的钎焊方法有烙铁焊、火焰钎焊。
2、焊接方式详解
一、熔焊
1、气焊良皮西容井成主:
利用氧乙炔或其他气体火焰加热母材和填充金属,达到焊接目的。火焰温度为3000℃左右。适用于较薄工件,小口径管道、有色金属铸铁、钎焊。
2、手工电弧焊:
利用电弧作为热源熔化焊条与母材形成焊缝的手工操作焊接方法,电弧温度在6000-8000℃左右。适用于黑色金属及某些有色金属焊接,应用范围广,尤其适用于短焊缝,不规则焊缝。
3、埋弧焊:
(分自动、半制动)电弧在焊剂区下燃烧,利用颗粒状焊剂,作为金属熔池的覆盖层,将空气隔绝使其不得进入熔池。焊丝由送丝机构连续送入电弧区,电弧的焊接方向、移动速度用手工或机械完成。
适用于中厚板材料的碳钢、低合金钢、不锈钢、铜等直焊缝及规则焊缝的焊接。
4气电焊:
(气体保护焊)利用保护气体来保护焊接区的电弧焊。保护气体作为金属熔池的保护层把空气隔绝。采用的气体有惰性气体、还原性气体、氧化性气体适用于碳钢、合金钢、铜、铝等有色金属及其合金的焊接。氧化性气体适用于碳钢及合金钢的合金
5、离子弧焊:
利用气体在电弧中电离后,再经过热收缩效应、机械收缩效应、磁收缩效应而产生的一种超高温热源进行焊接,温度可达20000℃左右。
二、压焊
1、摩擦焊:
利用焊件间相互摩擦,接触端面旋转产生的热能,施加一定的压力而形成焊接接头。适用于铝、铜、钢及异种金属材料的焊接。
2、电阻焊:
利用电流通过焊件产生的电阻热,加热焊件(或母材)至塑性状态,或局部熔化状态,然后施加压力使焊件连接之一起。适用于可焊接薄板、管材、棒料。
三、钎焊
1、烙铁钎焊:
利用电烙铁或火焰加热烙铁的热量。加热母材局部,并使填充金属熔入间隙,达到连接的目的。适用于熔点300℃的钎料。一般用于导线,线路板及原件的焊接。
2、火焰钎焊:
利用气体火焰为加热源,加热母材,并使填充金属材料熔入间隙,达到连接目的适用于、不锈钢、硬质合金、有色金属等一般尺寸较小的焊件。
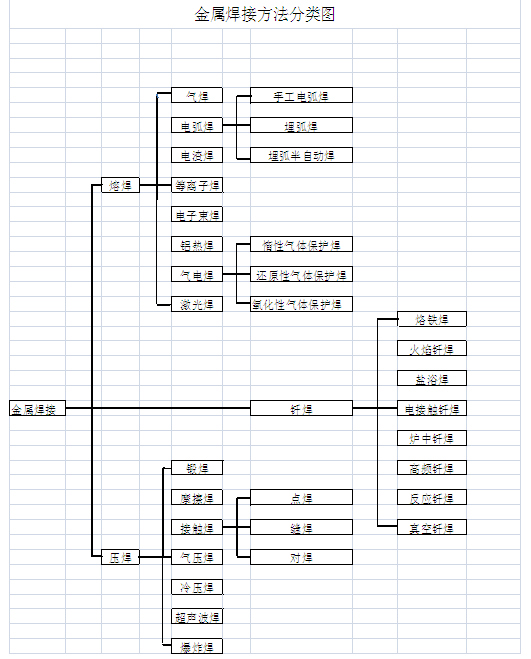
3、焊接方法的分类
向左转|向右转