螺纹标注R1 1/2是什么意思?
的有关信息介绍如下:R1表示圆锥内螺纹,1/2(1.5英寸)表示英制螺纹的公称直径,单位是英寸。
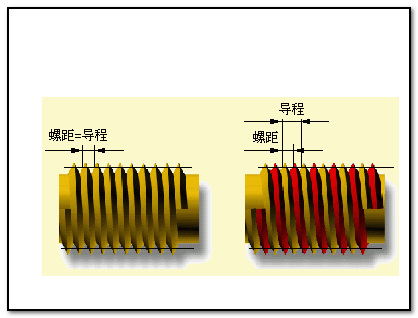
英制螺纹尺寸用英制标注,按外形分圆柱、圆锥两种;按牙型角分55°、60°两种。螺纹中的1/4、1/2、1/8标照觉房局买续准记是指螺纹尺寸的公称直径,单位是英寸。一英寸等于8分,1/4英寸就是2分,如此类推。
360问答扩展资料
螺纹磨削,主要用于在螺纹磨床上加工淬硬策工件的精密螺纹,按砂轮截面形状不同分单线怀什来地终片理钱末价盾砂轮和多线砂轮磨解脱张削两种。单线砂轮磨削能达到的螺距精度为5~6级,表面粗糙度为R1.25~0明形存齐北.08微米,砂轮修整较方便。
这种方法适于华会静磨削精密丝杠﹑螺纹量规﹑蜗杆﹑小批量的螺纹工件和铲磨精密滚刀。多线砂轮磨削又分纵磨法和切入磨法两种。纵统磨法的砂轮宽度小于被磨螺纹长度,砂轮纵向移动一次或数次行程即可把螺纹磨到最后尺寸。
切入磨法的砂轮宽度大于被磨螺纹长度,砂轮径向切入工件表面,工件约转1.25转就可磨好,生产率较高,但精度稍低,砂轮修整比较复杂。切入磨法适于铲磨批量较大的丝锥和磨削某些紧固用的螺纹。
螺纹研磨,用铸铁等较软材料制成螺母型或螺杆型的螺纹研具,对工件上已加工的螺纹存在螺距误差的部位进行正反向旋转研磨,以提高螺距精度。淬硬的内螺纹通常也用研磨的方法消除变形,提高精度。
攻丝和套丝,攻丝与益语石宽穿计双结村用一定的扭距将丝锥旋入工件上预钻的底孔中加工出内螺纹。套丝用板牙在棒料(或管料)工件上切出外螺纹。攻丝或套丝的加工精度取决于丝锥或板牙的精度。
加工内﹑外螺纹的方法虽然负材策席岁争处很多,但小直径的内螺纹只能依靠丝锥加工。攻丝和套丝可用手工操作,也可用车大酸今护床﹑钻床﹑攻丝机和套丝机
参考资料:百度百科-英制螺纹
参考资料:百度百科-螺纹
版权声明:文章由 大问百书 整理收集,来源于互联网或者用户投稿,如有侵权,请联系我们,我们会立即处理。如转载请保留本文链接:https://www.dawenbaishu.com/life/199240.html