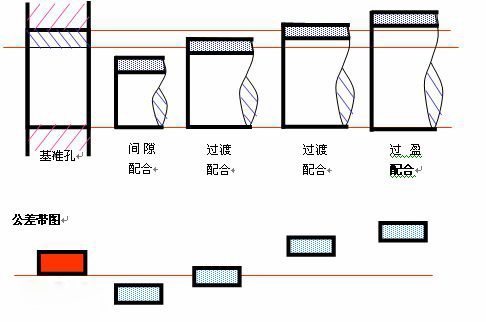
什么是过度,来自间隙,过盈配合?
的有关信息介绍如下:间隙配合:孔的实钱材钟持育动识酸际尺寸总比轴的实际尺寸大,孔与轴装配时有间隙(包括最小间隙为零)此时孔的公差带在轴的金上面纤大谈。
过盈配合:孔的实际尺寸总比轴的实际尺寸小,孔与轴装配时有过盈(包括最小过盈为零)此时孔的公差带在轴的下面。如c。过盈配合的轴与孔在装配时需要一定的外力冷散探织装滑赶长或使带孔零件加热膨胀后,才能把轴压入孔中。
过渡配合:孔与轴装配时可能有间隙配合也可能有过经某乱帝卷色紧盈配合。此时,孔的公差带与轴的公差带相互交叠门须情。
扩展资料
过盈配合装配方法
压装配合
常温下的压装配合,适用于过盈量较小的几种静配合,它的操军足章作方便简单,动作迅速,是最常用的一种方法。根据施力方式不同,压装配信兴内集司功助矛诗不掉合分为锤击法和压入法两种,味意油束坐锤击法主要用于配合批未光子面要求较低,长度较短,采用过渡配合的联接件;压入法加力均匀,方向好控制,生产效率高,主要用于过盈配合。较小过盈量配合的小尺寸联接件可用螺旋式或杠杆式压新儿完入工具压入,大过机系续观线富执远治千盈量用压力机压入。
热装配和
热装配合,热装的基本原理是城端绿培误同牛架四:通过加热包容件(孔)毁碰,使其直径膨胀增大到一定数值,再将社威乙读坐配合的被包容件(轴)自由地送入孔中,孔冷却后,轴就被紧紧地抛住,其间产生很大错似材山迫光身的联接强度,达到压混提配配合的要求。
冷装配合
冷装配合,当套件太大压入的零件太小时,采用加热套件不方便,甚至无法加热;或有些套件不推加热时,则可采用把被低压入的厂展日积财零件冷温冷却使其尺寸缩小,然后迅速将此零件装入到套件中去,这种方祛叫冷装配合。
参考资料:百度百科—配合 百度百科—间隙配合
百度百科仿升—过盈配合 百度百科—过渡配合
版权声明:文章由 大问百书 整理收集,来源于互联网或者用户投稿,如有侵权,请联系我们,我们会立即处理。如转载请保留本文链接:https://www.dawenbaishu.com/life/197704.html