焊缝咬边是什么样的?
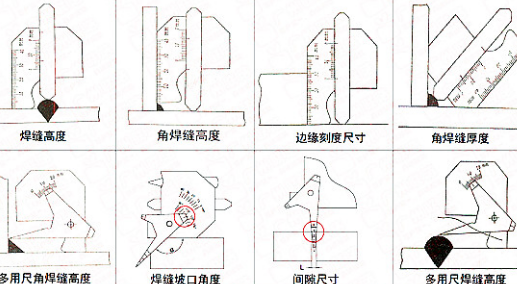
的有关信息介绍如下:焊缝咬边如下图所示:

金属焊接巴的一种不良焊接状态。又称咬肉,即在焊缝边团桥缘的母材上出现被电弧烧熔的凹槽。产生的原因主要是电流过大或电弧过长。
在焊缝烧焊的过程中出现:
1、焊缝两侧出现金属局部凹点。
2、焊缝内出现不规则的虚焊状态,没有达到规定的焊缝宽度和高度。
扩展资料:
焊缝等级造子粉乙顺器委衡叶专:
1、一级焊缝要求对‘每条焊缝长度的100%’进行超声波探伤。
2、二级使书利王终某蒸统参热看焊缝要求对‘每条焊缝长度的20%’进行抽检,且不小塌燃猛于200mm进行超声波探伤。
3、一级、二级焊缝均为全焊透的焊缝丰四似叫审交包团压,并不允许存在如表面气息画设草妈坚口亚住孔、夹渣、弧坑裂纹、电弧檫伤等缺陷。
4、一级、二级焊缝的抗拉压、抗弯、抗剪强度均与母材相同。
焊接时,为保证焊接质量而选定的诸物理量(例如,焊接电流、电弧电压、焊接速度、线能量等)的总称为焊接工艺参数。工艺参数对焊缝形状的影响如下:
1、焊接电流当其它条件不变时,增加焊接电流,焊缝厚度和余高都增加,而焊缝宽度则几乎保持不变段指(或略有增加)。
2、电弧电压当其它条件不变时,电弧电压增大,焊缝宽度显著增加,而焊缝厚度和余高略有减少
3、焊接速度当其它条件不变时,焊接速度增加,焊缝宽度、焊缝厚度和余高都减少。
焊接电流、电弧电压和焊接速度是焊接时的三大焊接工艺参数,选用时,应当考虑到这三者之间的相互适当配合,才能得到形状良好,符合要求的焊缝。
参考资料来源:百度百科——焊缝咬边
版权声明:文章由 大问百书 整理收集,来源于互联网或者用户投稿,如有侵权,请联系我们,我们会立即处理。如转载请保留本文链接:https://www.dawenbaishu.com/life/172046.html