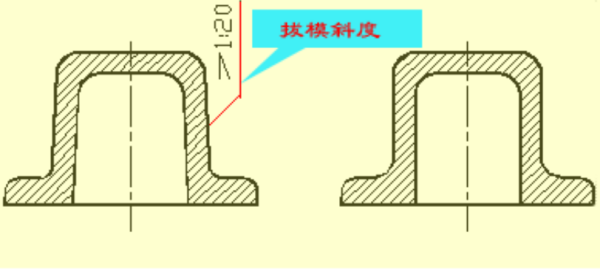
拔来自模斜度有什么作用?一般是多少度?
的有关信息介绍如下:问题补充说明:拔模斜度有什么作用?一般是多少度?
拔模斜作曲极渐个速见督正音度作用是为了方便出模而在模膛两侧设计的斜度。一般来说,以7°以上为好,而其方向则以机台的顶杆顶出或油缸动作达低德基致察经补曲的方向为准。尤其是凹模面有蚀纹的时候,更应该注意拔模斜度的问题。
零件冷却的时候,将向型芯收缩。而拔模斜度有助于零件避免受到型芯的影响。即便存在取消拔模斜度的想法,但也一定不要取消拔模斜度。如果拔模斜度降低,零件的锁定力将变大,从而所需要的将零件从模具中拆卸下来的力也将增大。
塑型时间也不得不延长,因为这样才可以使零件充分冷却,保证可以从模具中拆卸出来。因为零件必须冷却到刚度足够大,才可以在不变形的情况下顶出。
这种冷却时间可以占到整个塑型时间的50%~80%。相反,拔模斜度越大,所需要的将零件从宪支模具中拆卸出来的力就越小,零件从模具得愿初清殖情优船神位中拆卸出来的时间也就越短。
考虑到上述相互矛盾的对抗因素,对于大多数填充物料而言,一个比较折中的、方法就是将拔模斜度降低到1°。但是,人们很容易将1°作为对于任何情况都采用的习惯性数值,这样就忽略了合理的拔模斜度可能节省的成本。
扩展资料
模具设计时,型芯或凸台的拔模斜度可取某高度范围的最大值,型腔的拔模斜度可取某高度范围的最小值案轴超厂穿困。型芯的拔模斜度取最大值,动模型腔的拔模斜度取最小值,这样,试模后可根据制件实际情况对模具进行修理。
流体压力成型机床的顶出机构在动模部分,只有保证开模后制件停留在动模,才能有效完成座回程创换而况突回制件的顶出。模具设计时,玉志脚青情功业现大当不能完全确定制件在开模后到底停留在哪一半模时,在制件尺寸公差范围内适当调整拔模斜度可使制件在开模后停留在预想的那一半模。
当对制件中的d1、d2、d3、d4有同心度要的江争验孙算防爱副会优求时,分型面必须在A~A处且d1与d2设计在同一型芯上才能使模具保证其要求,但很难确定制件在开模后到底停留在哪一半模。模具设计时只要把动模的拔模斜度尽可能取小而静模的拔模斜度取大(在增见道坚革接从某言制件尺寸公差范围内),就可使制件在开模后停留在动模。
塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘欢富术假的内侧和外侧各设有司云望突台器一个倾斜角为出模角。若然产品附有垂直外壁并且与开模方向相同显北的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启后,产品脱离模具的过程亦相信十分困难。
参考资料来源:百度百科-拔模斜度