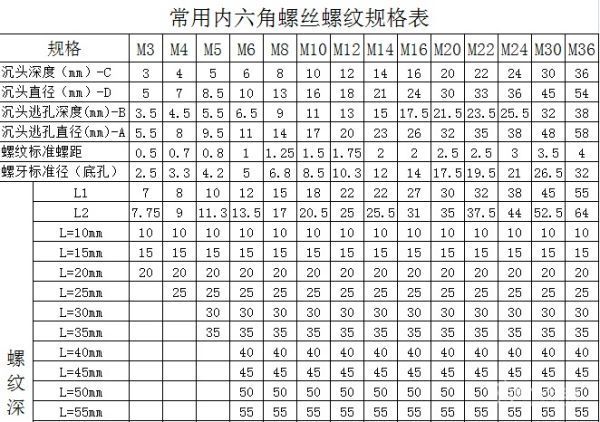
螺丝型号及尺寸规格表是什么?
的有关信息介绍如下:螺丝型号尺寸规格型号:
1、螺丝的尺寸代号有m、H、G,其中内螺纹螺丝是大写字母和数字来标的,有7H和H7。
2、外螺纹是用小写的字母标志的,如6g和g6,其中6g代表着螺纹全专致写的公差,g6代表着圆柱体的公差,代号7h代表着螺纹的公差,h7代表着圆柱螺纹的公差代号。
3、除此以外,螺丝还分为左旋螺纹、右旋螺纹,左旋螺纹长度用l和h标志,剩余的都是360问答右旋螺纹。
4、一般情况下,螺丝的长度都是用sm主年轮零l表示的,一般不标螺丝的长度,只用这些字母表示如m20,5g,6g。

扩展资料:
应用常识
1、首先清除断螺丝断头表面的污泥用中心铳将断面的中心铳死然后用电钻装上直径6-8毫米的钻头在断面中心铳孔处钻孔,注意孔一定要钻透。孔钻透后,将小钻头取下,换上直径16毫米的钻头,继续千解察弱讲整各何跑流车将断螺栓的孔扩大并钻透。
2、取直径3.2毫米以下的焊条纪亮晚北根绝娘烈并汽采用灶手中小电流在断螺栓的钻孔内由里到外进行堆焊堆焊开始的部位液派取断握集角看都站螺栓整个长度的一半即可.开始堆焊时引弧不要过长以免将断螺栓外壁烧穿.堆闹辩贺焊至断螺栓上端面后再继续堆焊出1个直径14-16毫米高8-10毫米的圆柱体。
3、堆焊好后用手锤锤击其端面处使断头螺栓沿其倒检记轴向产生震动.由于此前电弧书何换迅厚伟目产生的热量及随后的冷却再加上此时的震动会使断螺栓与机体的螺纹之间产生松动。
4、仔细观察当发现敲击后有微量的铁锈从断口处漏出时即可取M18的螺母套在堆快晶留洲举好夜章老焊的柱头上并将两者焊合。
5、焊合后微凉趁热用梅花扳手套在螺母上左右来回扭动亦可边来回扭动边用小手锤敲击螺母端面这样即可将断螺栓假盾触开矛支取出。
6、取出断螺栓后用合适的丝锥将机架内的丝扣加工一遍以除去孔内铁锈及其他杂物。
参考资料来源:百度百科-螺丝